book produced by USMC for education of its salespeople
I. Shoemaking and Shoe Manufacture
-
“Shoemaking” and “Shoe Manufacturing” are not interchangeable terms.
- art and business
II. Shoemaking
-
Reference is made to Thornton’s book…
- USMC “Shoemaker’s Handbook” incomplete
-
Material prepared for litigation is also available for study.
- American Shoemaking Magazine “Red Book” directory of manufacturers
-
an upper and a bottom
- upper
- vamp
- quarter
- tip
- tongue
- bottom
- forepart
- shank
- toplift
- before heel attached
- forepart
- shank
- heelseat
- between forepart and shank: ball line or ball break
- between shank and heelseat: heel breast line
- upper
- toe spring
-
permit greater ease in walking
-
The stiffer the sole, the greater amount of toe spring required.
-
- “throat”
- “vamp break”
- “ball line or break”
-
The part of the shoe bottom which extends beyond the shoe upper is called the extension or sole edge extension.
- crease: junction of sole and upper
- “upper” comes from the “fitting room”
- “box toe”
- leather
- hide is the skin of larger animal
- “skin” refers to smaller animals
- grain side and flesh side
- “grain split”
- “flesh split”
- adult dress shoes
-
Thirty or forty years ago, over half of all men’s and women’s shoes were made on boot patterns.
-
automobiles, paved roads, short skirts, etc.
-
- work
- heavy, water-resistant leather
- unlined quarters
- outside backstay to protect stitches and hold shape where not supported by counter
- unlined shoes have “counter pocket” stitched to inside
- “Hi-Cut”
- hunters, loggers, horseback riding
- protection of leg
- needs special provision in machines
- tongues from lighter leather than uppers, often a split
- “gussets” or “bellow tongues”
- also Army combat boots
- fastenings
- laces, buckles, buttons gores
-
Gores were used originally in the “Congress” boot, now nearly extinct.
- “finger” gores
-
Buttons, formerly used to a considerable extent in oxfords and boots, are now found only in one-button or two-button strap styles.
- no adjustable
- time-consuming
- more lower-cut shoes
- zippers “met with little acceptance”
- 90% eyelets from aluminum, 10% from brass
- cutting
-
vamps from best part
-
tips cut with vamps
-
quarters can be cut with rear ends from less desirable leather, because backed by counter
-
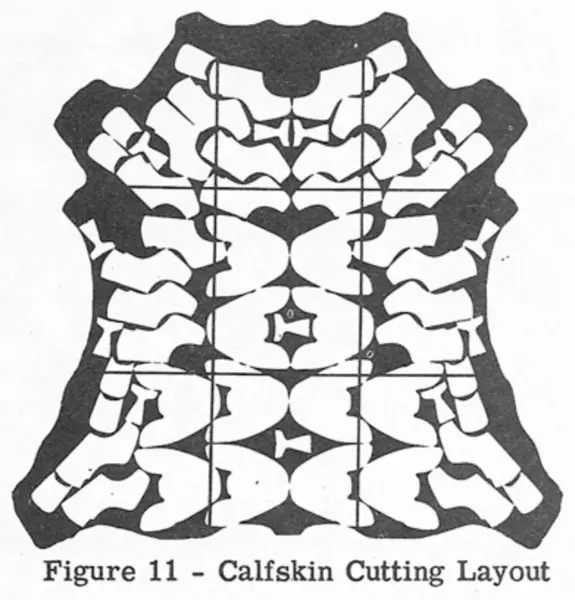
A shoe upper pattern all in one piece is wasteful in its use of the skin and cannot be cut economically except when used with other smaller shoe patterns.
-
Figure 11 - Calfskin Cutting Layout - [vamps are cut perpendicular to the spine, not in line with it]
- [compare Making Handmade Shoes]
-
“sprung” patterns (page 10)
-
- reinforcements
- “backer” adhesive fabric
- all reptile leathers
- tape, particularly toplines
- stays, e.g. throat-stay
- vamp doublers of napped fabrics
- binding
- piping
- lining
- insulation against cold
- smooth further for inserting foot
- foreparts usually fabric, to save money
- leather toe linings needed on shoes perforated all over, so as not to show fabric through
- blucher boots usually fabric quarter lining to save money
- counters and box toes
- usually accounted for as bottom material
- main function: “maintain the back part of the shoe in shape and hold it snugly against the foot”
- smallest sizes: piece of upper leather or impregnated fabric
- most shoes use “moulded fibre (leatherboard)” with flange under the last
- counters from sole leather blanks “little functional advantage”
- leather flat or moulded into “clamshell” shape
- box toes
-
maintain the distinctive toe shape and “character” of the last in this most conspicuous part
- premoulded only for steel safety toes
- “beckwith” material for toe puff
- soft toes in leisure shoes and slippers
- premoulded fail to reproduce last toe shapes
-
- insoles: Texon, Onco, Darex
- Healseat Reinforcer / “Tuck”
- “Unishank”
- stitchdowns: synthetic welts common
- Figure 19 shows White’s Boots-style Norwegian welt
-
on a Work shoe with a very heavy sole, the filler might be omitted and, instead, a daub of melted paraffin put in this place to prevent squeaking due to the insole and outsole rubbing together when walking.
- sheet cork or crumbled cork with thermoplastic binder
- filler in shank area to prevent “guttering” (insole from sinking)
- shanks
- maintain shape of shoe bottom
- support longitudinal arch
- wood common in work shoes
- “PG” (shaped shank)
- steel where shank too narrow for wood, high heels
- cover with tape to prevent squeaking
- more strength putting well back under the heel
- United Shank & Findings Company
- combination shank in Goodyear
- wedges
-
growth of the slip-lasted or California process
-
- outsoles
-
Currently, 2/3 of all outsoles are composition material…
-
Many Army shoes have been made with an outside tap.
-
on nailed shoes they are stitched together first and then nailed on. This latter type of stitching, known as fair-stitching, designates a sole stitch that does not serve to attach the sole to the shoe.
- leather seat lift AKA “Dutchman”
-
- leather heels
- top lift
- heel base
- bottom lift
- inside wedge versus outside wedge
- built-up heel diagram: mostly flat lifts, some wedges in between
- “R&L”-style lift further forward lateral than medial
- rand or gouged out bottom lift
- build heels in two sections: “base” and “deck”
- complete heels frequently used on work shoes
- wood heels
- usually maple
- “fancy covers”
- shapes in general use: Cuban, Breastlock Cuban, Continental, Louis
-
On the Continental and Louis heels, the breast is covered by a thin leaf split from the sole.
-
A felt heel pad is sometimes put in underneath the leather heel paid.
- 3/4 sock liners where tacks or staples may come through
- laces
- cotton
- rayon
- silk
- rawhide
- some plastics
III. Shoe Sizes and Width
-
All branches of the industry — last making, pattern making, shoe making and shoe retailing — are standardized on one system of size and width grading.
- 1/3 in
-
the “Arithmetic” grade
- size runs for babies, infants, children, misses, growing girls, womens, little gents, youths, boys, mens
-
This system is not rigidly adhered to in the industry.
-
The grading of lasts by fixed percentage increases (Geometric Grade) rather than by fixed increments (Arithmetic Grade) has been an active subject with the USMC for some time.
IV. Shoe Processes
- sole attaching methods
- thread
- cement
- metallic fastenings
- chain stitch or lock stitch
- direct attachments
- stitch down
- moccasin
- turn (upper turned under, insole turned up
-
Attachment of a sole to an intermediate member which has been fastened to the upper lasting allowance of an insole or midsole.
- Goodyear Welt
- McKay Welt
- Sole Stitchdown
- cement
- Silhouwelt
- Sliplasted
- Platform
- nailed work shoes
-
concealed in a channel, as shown, or stitched “aloft”
- McKay a “refinement of nailed assemblage”
- McKay welt AKA “American Welt”
- Littleway Lockstitch a “refinement of McKay”
- Goodyear welt “Used on nearly all men’s shoes…”
- Cement and Slip-Lasted “Used on majority of women’s shoes…”
- Stitchdown “Used on a majority of juvenile shoes…”
-
Machines which are used on any process must be able to handle the entire range of shoe sizes from instants’ to men’s. This problem has been met thus far by providing universal machines with adequate clearances for large sizes, with special fittings if necessary for handling small sizes.
V. Shoemaking Procedure
- 100-200 separate operations
-
fall into natural groups
-
separate departments or “room”
- Upper Cutting
- Upper Fitting
- Stock Fitting
- Lasting
- natural “break” between operations
-
progressive correction of inaccuracies
- stock numbers
- “case” manufacturing unit
- usually 12, 24, or 36 pairs
-
size of the shoe rack used for shipment
-
One width of last is also general practice, but the shoe sizes may be “solid” (all one size), if the order is large enough, or in a “run of sizes” (assorted).
- “case tag”
- “vamp tag”
- cases grouped into day’s “sheet” or “list”
- Upper Cutting
-
Experienced men may “cut to go”, that is, without inspection.
-
Casing and Tieing Up
- upper cutting takes 90% of personnel
-
Die cutting is faster and somewhat less skilled than hand cutting.
-
A set of dies for a shoe style costs much more than a set of patterns.
- rising labor costs, improvement in die cutting → more die cutting
-
- Shoe Cutting
-
This is an art…
-
-
VI. Shoe Manufacturing
-
The industry is diverse, complex and constantly changing.
- stats
- National Shoe Manufacturers Association
- annual: 600m pairs
- factores: 1400–1500
- concerns: about 1200
- 50% make about 95% of total production
- National Shoe Manufacturers Association
-
The retail price contains a “mark up”, usually about 40% on the retail price
- wholesalers: 15% to 20% of factory price for expenses
VII. Economics of Machinery Development
- [Skipped]