book on lastmaking by Albert E. Tebbutt
The second edition was published in 1895 by Burlington Publishing Co.
Digitized PDF at Internet Archive here
Notes
Wood
- “chopped blocks”: roughly last-shaped blocks for lastmaking, some imported from France
- “turned blocks”: chopped blocks somewhat refined on a lathe
- pairs of lasts either both bark sides or both bark bottom
- bark bottoms shrink in width, bark sides in height
-
Bark Bottoms and Bark Sides.—When lasts are made from large trunks of trees, it is not economical to cut the wood so that the soles, for instance, all lie in the same direction with respect to the bark (see fig. 1, page 7). Again, unless very great care is taken—much greater care, indeed, than used to be taken—lasts cannot be relied upon to keep their shapes and always give identically the same measurements; they may swell in a damp atmosphere, or shrink in a dry one, shrinkage being most commonly observed as the wood gets more thoroughly dry. Since the sap-wood—that nearest the bark—shrinks most, it is a matter of some importance to have each last of a pair made the same—that is, with both soles from the sap-wood (bark bottoms), or both sides from the sap-wood (bark sides). The former will shrink in width, and the latter in height.
- Figures 5-7: identified bark sides and bottom by grain
- bark sides preferred, since can make up for height shrinkage with fittings
Tools
- bench knife specifications, including lengths and asymmetric grinding
- English rasps circular, French diagonal
Making by Hand
- Sawing
- Chopping
- according to pitch and spring
- Knifing
- leave one size long, ⅜″ wide
- establish key dimensions
- Sawing Down
- Rasping
- Scraping
- Finishing
Blocks
- lastmakers also make blocks for blocking Wellington and Chelsea vamps
- lastmakers also make “dummies” and closing blocks
Flats
- fill knots with sawdust, chalk, and glue mixture
- for filling tack holes, may add gutta percha
Machines
-
When the First Edition of this handbook was published, in 1890, American machinery was gradually displacing last making by hand, and English machines. The replacement is now so nearly complete that the following description of an old last-making machine is only useful from an evolutionary and historical point of view.
- models
- extra material at toe for mounting
- no finishing
- not sawn
- hobnails driven in and filed square around edges of foreparts and heels to prevent wearing of edges
- larger than required lasts
- one model for right and left
American Machinery
- most “up-to-date”: Gilman improved reverse last lathe
- 75–100 pairs per day of 10 hours
- setup instructions
- figure 20 shows assembled
- Harford grading machine
Casting of Iron Lasts
- perfectly smooth to avoid sand cast imperfections
- varnish to prevent moisture of sand causing swelling
Shapes of Lasts
-
An ordinary last maker is not, as a rule, consulted about the shape or style of the lasts he is to produce, but is given a pattern one to work to, or, not uncommonly, one to alter a little.
-
Many surgeons and others have observed and commented on the suffering caused by ill-fitting boots, and a few have published books or pamphlets on the subject…
- Dr. Camper’s “On the Best Form of Shoe”
- James Dowie’s “The Foot and Its Covering”
- Peter Camper, MD
- Amsterdam medical professor
- toes parallel to line through sole and heel
- half on each side of central line
- sole as broad as possible
- point of toe raised
- full-width, round to with room for big toe
- very straight shape
- Figure 21
- Meyer’s System
- Why the Shoe Pinches
- only length and breadth
- give the big toe its natural position
- Meyer’s Line through middle of heel and ball of big toe
-
In summing up Prof. Meyer’s theory we may say that, theoretically, it looks very well and would seem to provide a sensible and comfortable shape; but, when we come to actual practice, it fails, for it has been proved many times that boots made on this shape of last have a great tendency to run over, and throw the pressure on the smaller toes, causing bad corns on the tops of them. Certainly, if we were to adopt narrow toes designed in this manner, we should run great risk of becoming hopeless cripples.
- “Anatomical or Hygienic Lasts”
- Alfred Hannibal, instructor in boot and shoe manufacture at London Polytechnic
- “tripod-bearing system”
- book Last Fitting and Pattern Cutting
- feet only differ in length and bulk
-
Assuming that we have a 7’s size 3 fitting last to get out, the width of heel being, say, 24 inches, and of forepart 3¼ inches; first draw a line, A C, 2½ inches in length (the width of heel), next divide this line into ten equal parts (or quarters of an inch), and draw perpendiculars to it from the centre and both ends, A D, B E, C F, each the exact length of a 7’s last, and finish the parallelogram as shown in fig. 22. Now bisect the centre line by means of a transverse line, G H, so that the whole oblong is halved in two directions at right angles to each other. The next thing is to fix the position of the outside and inside joints. The outside joint is taken at one inch from the centre line, and the inside at 1⅓ inches from the same, longitudinally (see fig. 22). Having fixed the positions of joints, two of the parts into which A C is divided are added on to the outside joint, and one on to the inside, thus bringing up the required width. From these points any sole shape can be constructed, whether broad, medium, or narrow, keeping the centre line always in the centre of the toes.
-
a compromise between Dr. Camper’s and Professor Meyer’s systems; the soles are not so straight as the former, and not to twisted as the latter
-
Most English lasts are shaped in this style
-
the most practicable method yet introduced
- manufacturers make their own adjustments
-
The French have for a long time favoured lasts made on Dr. Camper’s plan—that is, of a straight form, with very full inside joints. Nearly all the American lasts are made in the same manner, with a good spring in the toe.
- Dr. Thomas S. Ellis’s Method
- The Human Foot, Its Form and Structure, Functions and Clothing
-
the latter portion, dealing with the forms of lasts, is, at least, open to criticism
-
supported of Meyer
-
more suitable for standing in than for walking
- no toe spring
- last above the ankle unnecessary
-
last makers and shoemakers generally have to provide a last or shoe which is somewhat of a compromise between the natural form of the foot, an adult foot already somewhat deformed, and the factor fashion which has considerable vagaries. If the last-named factor could be eliminated, there is no doubt a nearly perfect shoe would soon be evolved, by a process of natural selection, for, almost certainly, acquired deformities are not transmitted by heredity, and, therefore, such deformities would gradually disappear. Meanwhile, we must be content to, as far as possible, minimise the evils arising from people trying to improve upon nature, or hide deformities for which they are themselves responsible.
Pitch and Spring
- measurements defined in Walter J. Lewis’ Measurement of the Human Foot and Last Fitting
- figure 29 shoes heel too high
- figure 30 shoes heel too low
-
the height of the heel in no case has anything to do with the spring of the toe of the last
- South America lasts: 1½″ spring, ¾″ heel
- London bespoke: dead toes
Slipper Lasts
- English: no back spring, round and full waist, to prevent quarters gaping, 1–1¼″ toe spring so the foot draws the quarters tight
- French: less toe spring
- better, since slippers mostly worn with feet in repose
Shoe Lasts
- very thin sides so quarters fit close to ankle
- flat waist to avoid gaping
- ⅛″ to ¼″ more toe spring than boot
- ⅛″ less on instep
- some manufacturers use shoe lasts for making boots, commendable
Evening and Court Shoes
- ⅛″ less in fitting than shoe
- narrower bottom for turn sewing
- ½″ inch heels for men, 1½–2″ for women
Heavy Boots
- good toe spring, since stout soles resist bending
-
Thus, for a boot to carry a 1¼ inch heel, and be made of ¼ inch substance in edge, the last should have l inch back spring only, it being the practice of the trade not to increase the height of the heel by the whole thickness of the sole where the latter is considerable. Where the substance of sole is ⅜ inch, the heel should be 1¼ inch to 1⅜ inch in height. As the height of heel increases, the last maker hollows out the waist more and more, in order that the heel may be square, and measure the same in height, both back and front (see fig. 8, page 17).
When we come to lasts requiring 1½ inch to 1¾ inch heels the curve must go up gradually right to the back measuring point, because a sudden and considerable bend in the foot would be painful. The heel in this case would require pitching forward, and would measure less in height in front than at the back. We show in fig. 7 (page 17) an example of this is a ladies’ Vienna last with a high wooden heel.
- common mistake: hollowing waist too much
- don’t use boot lasts for shoes
- fuller at sides than shoe last
-
Boot lasts generally have from ½ inch to ⅝ inch spring in the toe, and carry heels of 1⅛ inch to 1¼ inch.
Riding Boots
- men
- generally ⅞″ heel
- flat waist
- not much toe spring (⅜″ at most)
-
good rise on the instep
- ladies
- higher heel
- more arched waists
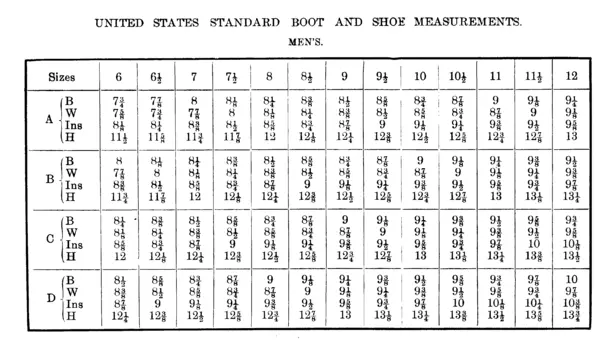
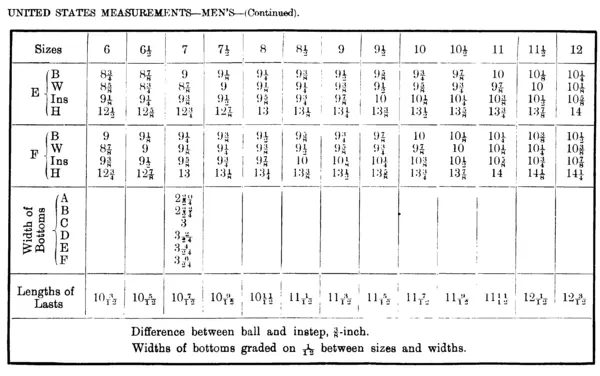
Measurements
TODO